The technical requirements for the daily maintenance of the blister packaging machine are mainly divided into six major points.
(1) It is required to clean up the aluminum-plastic packaging machine after each shift. The parts to be cleaned include various movable parts as well as the lower anilox plate, forming plate, punching knife, etc.
(2) Oil injection-once a week, the oil is injected into the guide shafts of each moving part, each work station, the feed guide shaft is punched out of the four guide shafts, and the lower heating plate has four guide shafts. The oil product uses food-grade special lubricants and calcium-based fatty oil (note that the synchronous toothed belt of the transmission part is forbidden from filling with oil, and the sprocket part is filled with calcium-based fatty oil).
(3) Maintenance every three months, including checking whether each moving part of the blister packaging machine moves smoothly and without jamming, and check whether the bearing is damaged, the mold is not damaged, and the stacked reed is broken.
(4) Internal overhauls every year, including the comprehensive overhaul of aluminum-plastic blister packaging machines and readjustment of abnormal parts of the equipment. Replace the wearing parts. For the wearing parts, please refer to the equipment manual.
(5) The operating procedure is to ensure the normal operation of the equipment and increase the service life. It is a standard and unified use process guide.
(6) Notes on operation:
① During the operation of the equipment, the operator should try not to press and pull the PVC in operation with his hands, only when the PVC is stopped;
② Do not pull the PVC at the guide wheel when the PVC is moving and stopping.
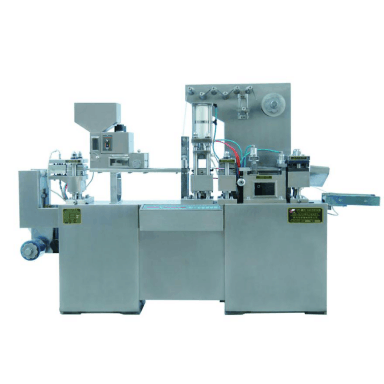
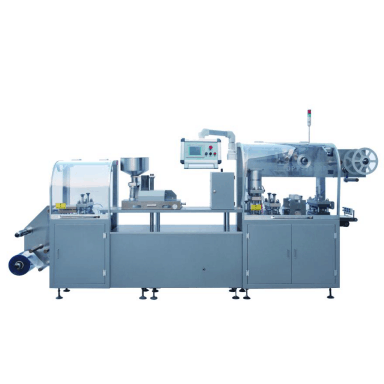
Debug automatic blister packing machine start-up operation steps and principle description
(1) Check the PVC again, the aluminum foil is in place according to the installation requirements, there is no foreign matter in each moving part, and ensure that there is no foreign matter on the PVC on the platform, and no red indicator light on the operation simulation panel is on.
(2) Press the button of the main motor, the main motor indicates that the green light is on, and wait for 5-7 seconds (at this time, each job is fully open and does not move at this time, the mobile feed air clamp is at the nearest end, these two states and The position is the starting point of debugging).
(3) Press the run button to indicate that the green light is on, and the equipment is a blister packaging machine. At this time, each workstation remains inactive. The moving air clamp moves forward. The moving air clamp drives the PVC to pass through the heating plate. The PVC is heated by I and reaches the forming station. remote. The molding station is completely closed, the PVC is compressed, the signal is given by the micro switch, the solenoid valve is actuated, and the compressed air is given.
(4) Move the air clamp to continue to drive the PVC forward. When the first molding blister reaches the heat-sealing board, look at the number displayed on the counter. This number is the number of steps in the cycle.
(5) Move the air clamp to drive the PVC forward again and reach the punching knife. The closed medicine board of the punching station is punched out. After the medicine plate is punched out, its front, back, left, and right positions should be symmetrical. The remaining waste is driven by the waste motor and wrapped around the waste collection station. At this point, the device completes a complete exercise cycle, and the device continuously completes this process intermittently in the running state.
(6) When the feeding mechanism of the equipment is at the farthest end, press the stop button and the running green indicator light goes out. The farthest end refers to moving the air clamp to the position farthest from the threaded ejector. The device stops at the fixed point. The fixed-point position refers to: controlled by the signal axis, each workstation is fully opened to the maximum position, and the feeding mechanism returns to the nearest end.
(7) Clean up the environment and equipment to meet CMP requirements. Put the medicine in the medicine hopper or cloth tray, put down the universal feeder, turn on the universal feeder switch, and make the universal feeder vertical brush and roller brush rotate normally. After pressing the run button, the blister packaging machine starts up and waits for a period of operation to confirm that the alignment is correct. Then, the oscillating switch is moved to allow the oscillating plate to vibrate the medicine into the equipment in the forming blister and enter the normal production and running state.









